설비가동율, 제대로 측정하고 있다고 확신할 수 있나요?
생산관리 담당자에게 설비가동율을 물어보면 대부분 숫자를 바로 답합니다. “저희는 85% 정도 됩니다.” 그런데 그 숫자가 어떻게 산출됐는지 물어보면 대답이 흐려지는 경우가 많습니다. MES에 찍힌 가동 시간을 총 계획 시간으로 나눈 값, 혹은 PLC에서 뽑은 완료 신호 횟수를 기반으로 한 값인 경우가 대부분입니다.
문제는 이 방식이 ‘설비가 작동했는지’는 측정하지만, ‘얼마나 제대로 작동했는지’는 측정하지 못한다는 점입니다. 설비가 신호를 보냈다고 해서 정상 속도로, 정상 경로로, 정상 시간 내에 동작을 완료했다는 의미는 아닙니다. 지금 보고 있는 설비가동율 수치가 실제보다 높게 잡혀 있을 가능성이 충분히 있습니다.

📌 설비가동율 vs 실 가동율, 무엇이 다른가?
명목 가동율: MES·PLC 신호 기준으로 집계된 가동 시간 비율
실 가동율: 미세 정지·속도 저하·대기시간을 모두 반영한 실제 생산 기여 시간 비율
두 수치 사이의 격차가 클수록, 현장에서 보이지 않는 손실이 쌓이고 있다는 신호입니다.
명목 가동시간 기준으로 설비가동율을 집계하면, 숫자는 높게 나오지만 실제 생산성과 괴리가 생깁니다. 목표 생산량이 반복적으로 미달되는데 원인을 찾지 못하는 현장이라면, 측정 기준 자체를 먼저 점검해볼 필요가 있습니다.
설비가동율을 낮추는 손실, 3가지 유형
설비가동율을 정확히 이해하려면 손실의 유형부터 구분해야 합니다. 현장에서 반복적으로 나타나는 손실은 크게 세 가지로 나뉩니다.
1) 비정상 지연
동작과 동작 사이 대기 시간이 허용 범위를 초과하는 경우입니다. 설비는 멈추지 않았지만 다음 동작을 시작하기 전 짧은 공백이 반복됩니다. PLC 알람 임계치 이하라 기록되지 않지만, 하루치를 합산하면 수십 분의 손실로 이어집니다.
2) 동작 누락
수행해야 할 동작이 시퀀스에서 빠지는 경우입니다. 설비는 다음 단계로 넘어갔기 때문에 PLC 입장에서는 완료 신호가 정상적으로 들어옵니다. 누락된 동작이 품질에 영향을 주기 전까지는 아무도 모릅니다.
3) 속도 저하 누적
설비 마모나 환경 변화로 인해 동작 속도가 조금씩 느려지는 경우입니다. 한 번의 사이클에서는 티가 나지 않지만, 수천 번 반복되면 설비가동율에 유의미한 영향을 줍니다.
⚠️ 공통점이 있습니다.
세 가지 손실 유형 모두 PLC 에러 코드를 남기지 않습니다. MES에는 정상으로 기록되고, 담당자 눈에는 보이지 않습니다. 그래서 더 오래 방치됩니다.
설비가동율이 ‘정상’으로 보이는 이유
설비가동율이 낮아지고 있는데도 현장에서 이를 인지하지 못하는 데는 구조적인 이유가 있습니다. 지금 대부분의 제조 현장이 의존하는 MES와 PLC는 설비의 ‘전기 신호’ 를 기반으로 상태를 기록합니다. 설비가 동작을 시작했다는 신호, 완료했다는 신호. 이 두 신호 사이에 무슨 일이 있었는지는 기록하지 않습니다.
택트 타임이 12초인 공정에서 실제로는 13.8초가 걸렸더라도, 완료 신호가 들어온 순간 PLC는 “정상 작동”으로 기록합니다. 설비가동율을 낮추는 1.8초가 데이터 어디에도 남지 않는 것입니다. 로봇이 정해진 경로에서 미세하게 벗어났다가 복귀해도, 부품을 집어야 할 위치에 0.3초 늦게 도달해도 마찬가지입니다. PLC 입장에서는 모두 “완료”입니다.
설비가동율 측정의 맹점: 실 가동시간 vs 명목 가동시간
여기서 핵심 개념을 짚어볼 필요가 있습니다. 많은 현장에서 혼용하고 있지만, 명목 가동시간과 실 가동시간은 전혀 다른 개념입니다.
| 구분 | 명목 가동시간 | 실 가동시간 |
|---|---|---|
| 측정 기준 | PLC·MES 완료 신호 기준 | 실제 정상 사이클 수행 시간 기준 |
| 포함 항목 | 계획된 가동 시간 전체 | 미세 정지·지연·대기 제외한 순수 작업 시간 |
| 설비가동율 반영 | 손실이 반영되지 않음 | 실제 생산 기여도 반영 |
| 활용 목적 | 생산 이력 관리 | 설비가동율 정밀 개선 |
여기서 핵심 개념을 짚어볼 필요가 있습니다. 많은 현장에서 혼용하고 있지만, 명목 가동시간과 실 가동시간은 전혀 다른 개념입니다.
💡 실무에서 바로 확인해보는 법
오늘 MES에 기록된 설비 가동시간과, 실제 정상 사이클 횟수 × 표준 사이클 타임을 비교해보세요. 두 수치 사이에 10% 이상 차이가 난다면, 지금 설비가동율 측정에 맹점이 있을 가능성이 높습니다.
설비가동율 개선을 위한 데이터, 어디서 가져와야 할까?
설비가동율을 실질적으로 개선하려면 지금까지 측정되지 않았던 데이터가 필요합니다. PLC가 기록하지 못하는 물리적 움직임 자체를 측정해야 한다는 뜻입니다. 현장에 이미 설치된 CCTV 영상에 AI를 적용하면, 설비와 로봇의 실제 동작을 0.01초 단위로 분석할 수 있습니다. 각 동작 구간별로 수행 시간을 측정하고, 정상 범위를 벗어난 순간을 자동으로 감지합니다.
중요한 것은 단순히 이상을 알리는 데서 그치지 않는다는 점입니다. 어느 구간에서, 어떤 유형의 이상이, 얼마나 자주 발생하는지를 영상과 함께 기록합니다. 담당자가 야간에 발생한 이상을 파악하기 위해 수 시간 분량의 영상을 되감아보는 방식에서 벗어나, 이상 발생 시점의 영상이 자동으로 저장되고 분류됩니다. 설비가동율 저하의 원인을 추측이 아닌 데이터로 짚어낼 수 있는 환경이 만들어지는 것입니다.
📌 기존 CCTV와 AI 영상 분석, 무엇이 다른가?
구분 기존 CCTV AI 영상 분석 역할 영상 기록·보관 실시간 동작 분석·이상 감지 이상 확인 사람이 영상 직접 검색 이상 구간 영상 자동 저장 설비가동율 연관 연결 없음 실 가동시간 자동 산출 원인 분석 사후 추정 구간별 데이터 기반 진단
설비가동율 개선, 데이터로 접근한 현장의 변화
국내 자동화 공정을 운영하는 한 제조사의 이야기입니다. 월 생산 목표를 반복적으로 미달하는 상황이 이어졌지만, MES와 PLC 데이터상으로는 뚜렷한 이상이 없었습니다. 설비가동율은 문제없어 보였고, 에러 로그도 깨끗했습니다. 현장 담당자들은 로봇 티칭을 재조정하거나 설비 점검 주기를 앞당기는 방식으로 대응했지만 상황은 나아지지 않았습니다. 원인이 아닌 현상만 반복적으로 건드리고 있었던 셈입니다.
AI 영상 분석을 도입한 뒤 처음으로 보이지 않던 것들이 드러났습니다. 특정 구간에서 동작과 동작 사이 대기 시간이 반복적으로 허용 범위를 초과하고 있었고, 일부 동작은 시퀀스에서 누락된 뒤 재수행되는 패턴이 확인됐습니다. PLC는 이 모든 과정을 “정상 완료”로 기록하고 있었습니다. 문제는 설비 설정이 아니라, 설정으로는 포착되지 않는 공정 내 미세 변수의 누적이었습니다. 이상 구간의 영상이 자동으로 저장되면서 담당자는 처음으로 원인 지점을 데이터로 확인하고 조치할 수 있었습니다.
💡 핵심은 여기에 있습니다 설비가동율 개선의 출발점은 더 많은 점검이 아닙니다. 지금까지 측정되지 않았던 손실을 처음으로 측정하는 것입니다. 보이지 않던 것이 보이기 시작하면, 개선의 방향도 비로소 명확해집니다.
설비가동율 개선 전, 이것부터 확인하세요
설비가동율 개선을 논하기 전에 현장 상태를 먼저 점검해볼 필요가 있습니다.
아래 체크리스트를 통해 우리 공장이 어느 단계에 있는지 확인해보세요.
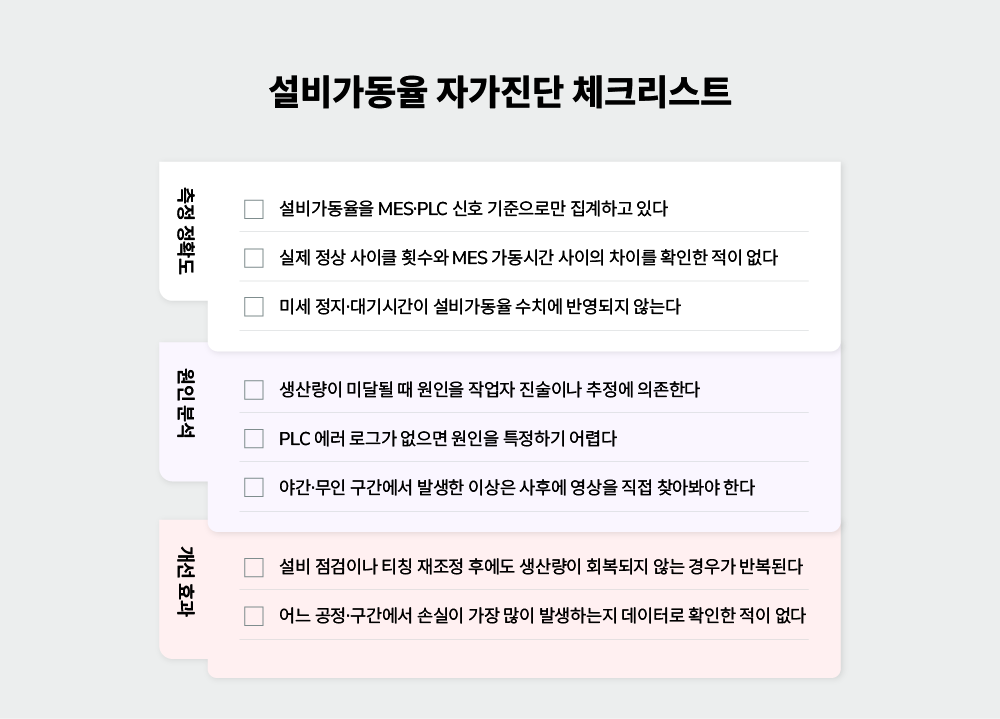
✅ 설비가동율 자가진단 체크리스트
보이지 않으면 개선할 수 없습니다
설비가동율은 제조 현장에서 가장 많이 언급되는 지표 중 하나입니다. 그런데 역설적으로, 가장 부정확하게 측정되는 지표이기도 합니다. MES에 찍힌 숫자를 설비가동율이라고 부르는 동안, 실제 공정 안에서는 PLC가 기록하지 못하는 손실들이 조용히 쌓이고 있습니다. 에러 코드도 없고, 알람도 없고, 누구도 보고하지 않는 손실입니다.
설비가동율 개선의 출발점은 더 자주 점검하는 것도, 더 많은 설비를 교체하는 것도 아닙니다. 지금까지 보이지 않았던 손실을 처음으로 측정 가능한 데이터로 만드는 것입니다. 어느 구간에서, 어떤 유형의 이상이, 얼마나 자주 발생하는지를 영상과 데이터로 확인할 수 있을 때 비로소 의미 있는 개선이 시작됩니다.
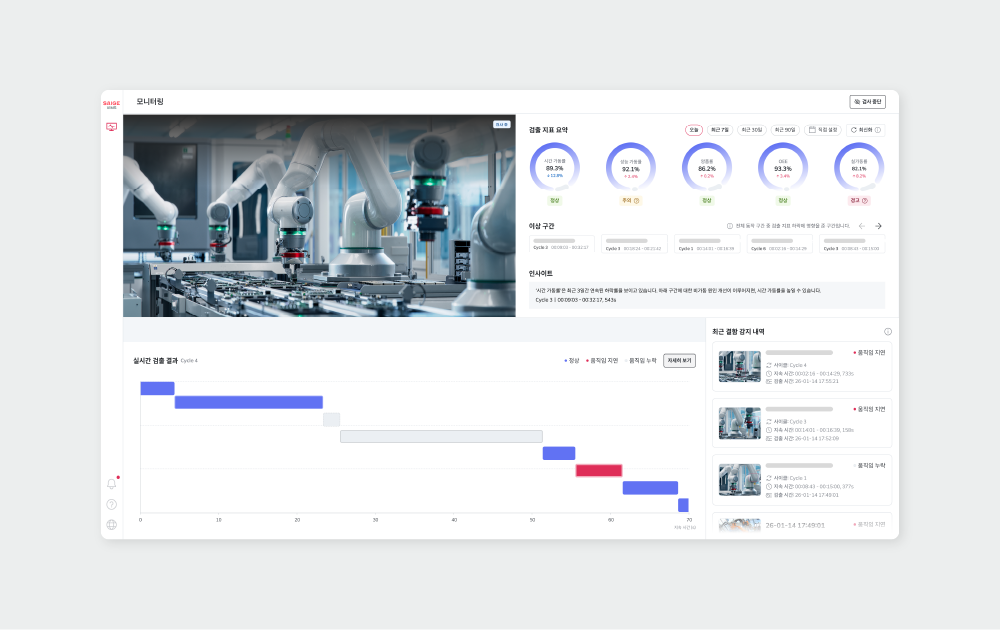
SAIGE VIMS는 현장에 이미 설치된 CCTV에 AI를 더해 지금까지 측정되지 않았던 설비 동작을 0.01초 단위로 분석합니다. 별도 하드웨어 구성 없이 도입이 가능하며, 실 가동시간 측정부터 이상 동작 유형별 분류, 원인 구간 영상 자동 저장까지 설비가동율 개선에 필요한 데이터를 한 화면에서 확인할 수 있습니다.
📌 SAIGE VIMS 한 줄 정리 PLC가 “정상”이라고 말하는 순간에도 발생하는 설비가동율 손실을, 영상 데이터로 처음으로 가시화합니다.
설비가동율 수치는 있는데 원인을 설명하기 어렵다면, 혹은 개선 조치 후에도 생산량이 회복되지 않는 상황이 반복된다면 측정 방식부터 다시 점검해보실 것을 권합니다.
설비가동율을 낮추는 보이지 않는 손실, 이제는 데이터로 찾을 수 있습니다.
© SAIGE All Rights Reserved.