
핵심 요약
- OEE(설비종합효율)는 가용성 × 성능 × 품질로 계산하는 국제 표준 지표로, 곱셈이라 한 요소만 낮아도 전체 점수가 크게 떨어집니다.
- 세계 기준(월드클래스)은 85%지만, 현장 평균은 약 60%입니다. 그 격차가 라인 안에 잠든 ‘히든 팩토리’입니다.
- OEE를 깎는 6대 손실 중 성능 손실(미세정지·속도 저하)이 가장 많이 방치됩니다. 멈추지 않고 조용히 느려지기 때문입니다.
- 개선은 정확한 측정 → 파레토 분석 → 큰 손실부터 순서로 접근해야 합니다.
설비 가동률은 95%가 나오는데, 월말 생산 실적은 목표에 못 미칩니다. 큰 고장도 없었고 라인은 잘 돌아간 것 같은데, 어디서 생산량이 빠져나갔는지 설명이 되지 않습니다. 많은 제조 현장이 이 답답한 격차를 마주합니다. 이때 그 격차를 숫자로 드러내 주는 지표가 바로 OEE(설비종합효율)입니다.
OEE는 “설비가 멈췄는가”만 보는 게 아니라, “제 속도로, 제대로 된 양품을 만들고 있는가”까지 한 번에 묶어 보여줍니다. 그래서 OEE를 제대로 읽으면 손실이 어디서 새는지가 보이고, 잘못 읽으면 “점수는 괜찮은데 생산량은 모자란” 착시에 빠집니다. 이 글에서는 OEE의 정의와 계산 공식, 현장 벤치마크, 그리고 점수를 진짜로 끌어올리는 개선 전략까지 차례로 정리하겠습니다.
OEE란 무엇인가요?
OEE(Overall Equipment Effectiveness, 설비종합효율)는 설비가 계획된 시간 동안 얼마나 효율적으로 양품을 생산했는지를 하나의 수치로 나타내는 국제 표준 지표입니다. 단순 가동률과 다른 점은, 설비가 ‘돌았는지’뿐 아니라 ‘제 속도로 돌았는지’, ‘양품을 만들었는지’까지 함께 본다는 데 있습니다. 그래서 OEE는 생산 현장의 효율을 종합적으로 진단하는 기준점으로 쓰입니다.
OEE가 중요한 이유는 손실을 ‘눈에 보이게’ 만들기 때문입니다. 가동률만 보면 95%로 멀쩡해 보이는 라인도, OEE로 분해하면 성능에서 빠지는 손실, 품질에서 빠지는 손실이 따로 드러납니다. 어디를 손봐야 생산량이 오르는지 우선순위가 분명해지는 것입니다. 또한 OEE는 라인 간·설비 간·기간별 비교가 가능한 공통 언어라서, 개선 활동의 효과를 객관적인 수치로 추적할 수 있습니다.
OEE는 어떻게 계산하나요? — 가용성 × 성능 × 품질
OEE는 세 가지 요소의 비율을 곱해서 산출합니다. 더하는 게 아니라 곱하기 때문에, 한 요소만 낮아도 전체 점수가 크게 떨어집니다. 세 요소의 정의는 다음과 같습니다.
- 가용성(Availability): 계획된 생산 시간 중 설비가 실제로 가동된 시간의 비율. 고장·셋업처럼 ‘멈춘 시간’이 깎아냅니다.
- 성능(Performance): 이상적인 최대 속도로 만들 수 있었던 양 대비 실제로 만든 양의 비율. 미세정지·속도 저하가 깎아냅니다.
- 품질(Quality): 전체 생산량 중 양품의 비율. 불량·재작업이 깎아냅니다.
| 요소 | 의미 | 공식 |
|---|---|---|
| 가용성 | 계획 시간 대비 실제 가동 | 실제 가동 시간 ÷ 계획 생산 시간 |
| 성능 | 이상 속도 대비 실제 속도 | 실제 생산량 ÷ 이론상 가능 생산량 |
| 품질 | 전체 중 양품 비율 | 양품 수 ÷ 전체 생산 수 |
예시로 계산해 보겠습니다. 계획 생산 시간 10시간 중 실제 8시간 가동, 이론상 1,000개 가능한데 900개 생산, 그중 양품 870개라면:
- 가용성 = 8 ÷ 10 = 80%
- 성능 = 900 ÷ 1,000 = 90%
- 품질 = 870 ÷ 900 ≈ 96.7%
- OEE = 0.80 × 0.90 × 0.967 ≈ 69.6%
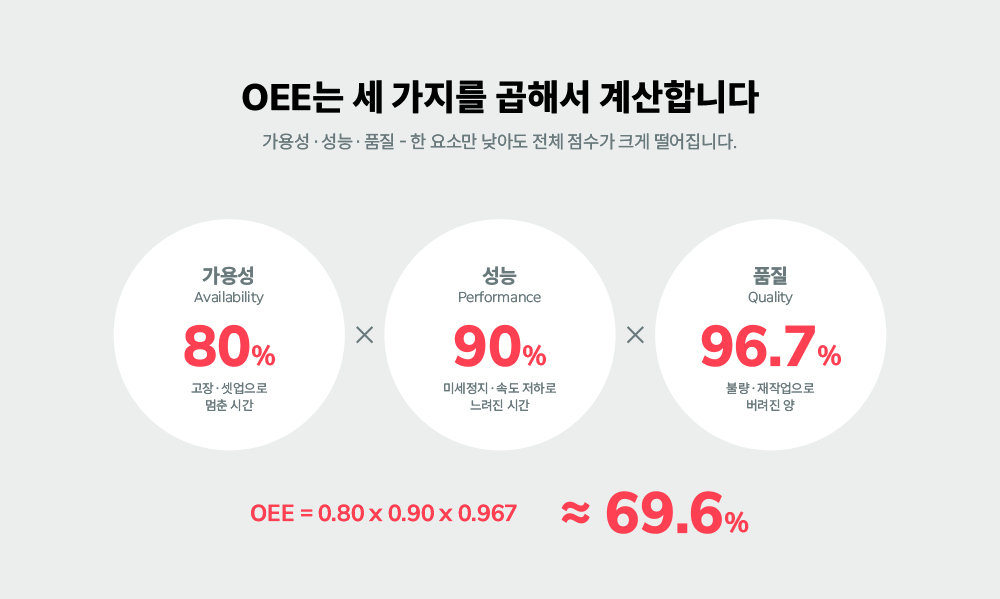
곱셈이라는 점이 중요합니다. 세 요소가 모두 90%여도 OEE는 0.9 × 0.9 × 0.9 ≈ 73%에 그칩니다. “각각은 괜찮은데 종합 점수는 낮은” 이유가 여기에 있습니다.
우리 공장 OEE는 몇 점일까? — 벤치마크
계산을 했다면 자연스럽게 따라오는 질문이 있습니다. “그래서 이 점수, 잘 나온 건가요?” 세계적으로 통용되는 기준이 있습니다. ‘월드클래스 OEE’는 85%입니다. 1984년 TPM을 정립한 나카지마 세이이치가 제시한 기준으로, 가용성 90% × 성능 95% × 품질 99.9%를 충족했을 때 나오는 수치입니다.
📊 세계 기준인 ‘월드클래스 OEE’는 85%지만, Evocon이 50개국 이상 3,500여 대 설비를 분석한 결과 대부분의 제조 현장 평균 OEE는 약 60% 수준이고 85%를 넘는 곳은 소수에 그쳤습니다. 평균 60%는 설비 능력의 약 40%가 라인 안에 잠들어 있다는 뜻입니다.
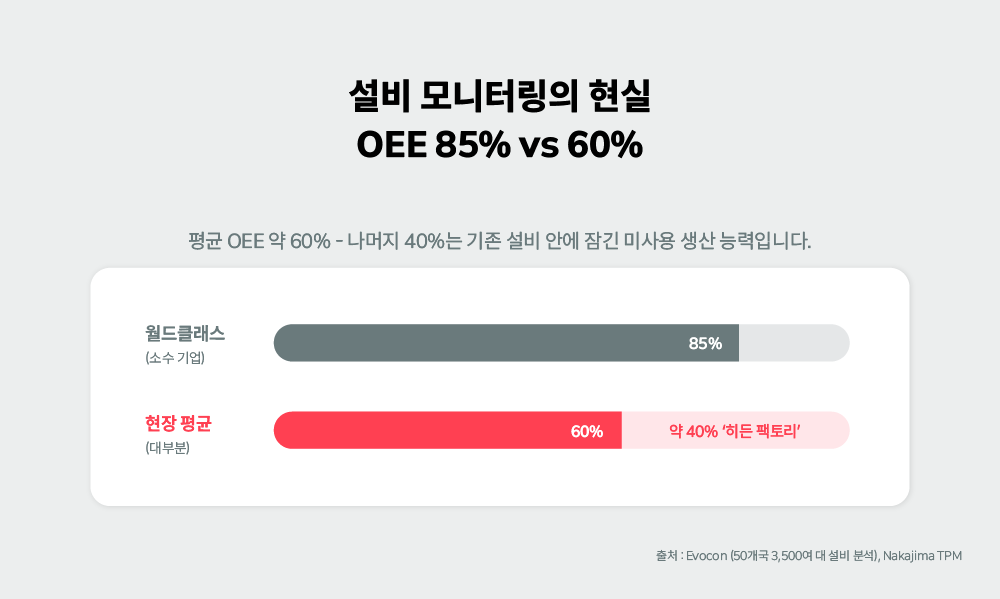
새 설비를 들이지 않고도 되찾을 수 있는 이 미사용 생산능력을 흔히 ‘히든 팩토리(Hidden Factory)’라고 부릅니다. 우리 공장의 OEE가 60% 부근이라면, 비정상이 아니라 ‘평범한’ 상태이며 동시에 개선 여지가 큰 상태입니다.
OEE를 갉아먹는 6대 손실은 무엇인가요?
OEE 세 요소를 깎는 손실은 전통적으로 6대 손실(Six Big Losses)로 정리됩니다. 1980년대 TPM 이론에서 정립된 분류로, 각 손실이 가용성·성능·품질 중 어디를 깎는지 짝지어 보면 우리 현장의 약점이 어느 요소에 몰려 있는지 보입니다.

대부분의 현장은 ①②(가용성)에 개선 노력을 집중합니다. 고장과 셋업은 설비가 ‘눈에 띄게’ 멈추기 때문에 인지하기 쉽고 기록도 남기 때문입니다. 반대로 ③④(성능 손실)는 설비가 멈추지 않은 채 조용히 느려지는 손실이라 가장 많이 방치됩니다. 멈춘 적이 없으니 다운타임으로 집계되지 않고, 사람이 눈으로 잡기엔 너무 짧고 잦습니다.
🔗 함께 읽으면 좋은 글
성능 손실이 왜 가장 방치되는지, 어떤 형태(비정상 대기·속도 저하·경로 이탈)로 나타나는지, 현장에서 어떻게 데이터로 찾아내는지는 → 설비종합효율 개선, 왜 할수록 제자리일까에서 자세히 다룹니다.
OEE, 숫자만 보면 안 되는 이유 — 제대로 읽는 법
OEE는 강력한 지표지만, 단일 숫자만 보면 오히려 오해를 부릅니다. 같은 ‘OEE 70%’라도 속을 열어보면 전혀 다른 상황일 수 있습니다. 가용성 70%·성능 100%·품질 100%인 라인과, 가용성 100%·성능 85%·품질 82%인 라인은 종합 점수는 비슷해도 손봐야 할 곳이 완전히 다릅니다. OEE는 항상 세 요소로 쪼개서 읽어야 개선 지점이 보입니다.
또 하나 주의할 점은 측정 방식에 따라 점수가 달라진다는 것입니다. 수기·엑셀로 집계하면 짧은 미세정지와 속도 저하가 누락되기 쉬워, 한 분석에 따르면 수기 기반 OEE는 자동 측정값보다 8~12%포인트 높게 나오기도 합니다(FlowFuse, Symestic). 점수가 높다고 안심할 게 아니라, “이 숫자가 빠뜨린 손실은 없는가”를 함께 봐야 하는 이유입니다. 참고로 OEE는 계획된 생산 시간만 따지는 지표라, 휴게·비가동까지 포함한 설비 전체 시간을 기준으로 보려면 TEEP(설비종합생산성)라는 별도 지표를 함께 봅니다.
OEE 개선, 어디서부터 시작해야 할까요?
OEE를 끌어올리는 가장 흔한 실수는 “눈에 띄는 것부터” 손대는 것입니다. 고장과 셋업은 잘 보이니 여기에 자원을 쏟지만, 정작 점수를 가장 많이 깎는 손실은 다른 곳에 있을 수 있습니다. 그래서 개선은 ‘측정 → 분석 → 우선순위’ 순서로 접근해야 헛심을 쓰지 않습니다.
- 먼저 정확히 측정합니다.
수기 집계로는 미세정지·속도 저하가 빠지므로, 세 요소를 실제 데이터로 분해할 수 있는 측정 체계부터 확보합니다. 빠진 손실이 없어야 개선 대상이 제대로 보입니다. - 파레토로 가장 큰 손실부터 찾습니다.
6대 손실 중 어느 것이 OEE를 가장 많이 깎는지 비중을 따져, 상위 한두 개에 집중합니다. 모든 손실을 동시에 잡으려 하면 어느 것도 줄지 않습니다. - 큰 손실부터 순서대로 개선합니다.
가용성이 문제면 셋업·고장을, 성능이 문제면 미세정지·속도 저하를, 품질이 문제면 불량 원인을 공략합니다.
대부분의 현장에서 가장 크면서도 가장 안 보이는 손실은 성능(미세정지·속도 저하)입니다. 이 영역은 전기 신호가 아니라 설비의 ‘실제 움직임’을 봐야 측정되는데, 최근에는 기존 CCTV 영상에 AI 분석을 더해 사이클을 구간별로 들여다보는 방식이 쓰입니다. SAIGE VIMS가 이 접근에 해당합니다. 성능 손실을 데이터로 찾는 구체적인 방법과 현장 사례는 아래 글들에서 자세히 다룹니다.
🔗 함께 읽으면 좋은 글
- 성능 손실이 왜 방치되고 어떻게 데이터로 찾는지 → 설비종합효율 개선, 왜 할수록 제자리일까
- 기존 CCTV로 생산 손실까지 보는 설비 모니터링 → 설비 모니터링, 이제 ‘보는’ 게 아니라 ‘이해’하는 겁니다
- 예방보전과 OEE의 관계 → 예방보전만으로 충분할까? 주기 점검이 놓치는 생산 손실
자주 묻는 질문 (FAQ)
다릅니다. 가동률은 OEE의 세 요소 중 하나(가용성)에 가깝습니다. 가동률이 높아도 성능·품질이 낮으면 OEE는 낮게 나옵니다. “가동률은 95%인데 OEE는 60%”인 상황이 여기서 생깁니다.
이론상으로만 가능합니다. 한 번도 멈추지 않고, 한 순간도 느려지지 않고, 불량이 하나도 없어야 100%입니다. 현실에서는 도달할 수 없는 값이라, 85%를 사실상의 상한(월드클래스)으로 봅니다.
미세정지와 속도 저하까지 잡아내는 자동 측정이 필요합니다. 수기·엑셀 집계는 짧은 손실을 놓쳐 OEE를 실제보다 높게 보이게 합니다. 측정 방식에 따라 8~12%포인트까지 차이가 날 수 있습니다.
세계적으로 통용되는 ‘월드클래스’ 기준은 85%입니다. 다만 현장 평균은 약 60% 수준이라, 우리 공장이 60% 부근이면 평범한 동시에 개선 여지가 큰 상태로 보면 됩니다. 절대 수치보다 세 요소(가용성·성능·품질) 중 어디가 낮은지를 보는 게 더 중요합니다.
요약
- OEE(설비종합효율)는 가용성 × 성능 × 품질로 계산하는 국제 표준 지표로, 곱셈이라 한 요소만 낮아도 전체가 크게 떨어집니다.
- 월드클래스는 85%, 현장 평균은 약 60%이며, 그 격차가 라인 안에 잠든 ‘히든 팩토리’입니다.
- OEE를 깎는 6대 손실 중 성능 손실(미세정지·속도 저하)이 가장 많이 방치됩니다. 멈추지 않고 조용히 느려지기 때문입니다.
- 개선은 정확한 측정 → 파레토 분석 → 큰 손실부터 순서로 접근해야 합니다.
설비는 잘 돌고 있는데 OEE가 제자리라면, 지금 빠뜨리고 있는 손실이 무엇인지부터 측정해 볼 시점입니다.
기존 CCTV 그대로, 우리 라인의 OEE 손실을 진단받아 보세요.
참고 출처
- Evocon — World-Class OEE: Industry Benchmarks From 50+ Countries
- TEEPTRAK — The 6 Major OEE Losses
- FlowFuse — Fixing OEE Measurement in Manufacturing
- Symestic — OEE Benchmarks
© SAIGE All Rights Reserved.