한눈에 보는 요약 택타임은 단순한 생산 속도 지표가 아니다. 설비가 멈추지 않아도 생산성이 낮아지는 이유는 대부분 0.1~0.5초 단위의 미세 지연이 누적되기 때문이다. 이 손실은 PLC와 센서로는 감지되지 않으며, AI 기반 영상 분석을 통해서만 정확히 포착할 수 있다.
택타임이란 무엇인가 — 그리고 왜 지금 다시 중요한가
택타임(Tact Time)은 하나의 제품을 생산하는 데 허용된 목표 시간이다. 생산 계획의 기준이 되며, 설비 가동률·OEE(Overall Equipment Effectiveness)와 직결되는 핵심 지표다.
많은 제조 현장에서 택타임은 “설계 단계에서 한 번 정하고, 이후에는 크게 신경 쓰지 않는” 지표로 취급된다. MES에 찍히는 생산량이 목표치에 근접하면 문제없다고 본다.
그런데 현실은 다르다. 설비가 멈추지 않아도 생산성은 천천히 낮아진다. 공정 속도가 조금씩 느려지고, 사이클 중간에 짧은 대기가 반복되고, 설비가 정상 시퀀스를 마쳤지만 복귀 동작에서 미세하게 어긋난다. 이런 손실은 아무도 알람을 보내지 않는다.
택타임 분석이 지금 다시 중요해지는 이유가 여기에 있다. 자동화율이 올라갈수록, PLC와 센서가 감지하지 못하는 영역의 손실이 전체 생산성에서 차지하는 비중이 커진다.
택타임과 OEE는 어떻게 연결되는가
OEE는 가용성(Availability) × 성능(Performance) × 품질(Quality)의 곱으로 계산된다. 이 중 택타임과 가장 직접적으로 연결되는 지표는 성능(Performance) 이다. 설비가 이론적 최대 속도 대비 얼마나 실제로 가동됐는지를 측정하는 이 지표는, 미세 정지와 속도 저하를 그대로 반영한다.
즉, 택타임이 흔들리면 OEE 성능 지표가 낮아지고, 전체 생산성이 저하된다.
택타임 손실의 80%는 PLC가 모른다
PLC는 설비가 “정상 완료” 신호를 보냈는지 확인할 뿐, 그 사이에 무슨 일이 있었는지는 기록하지 않는다.
현장에서 반복되는 3가지 손실 패턴
- 500ms 내외의 미세 지연 — PLC 알람 임계치 이하라 기록되지 않는다. 하지만 이 지연이 하루 1분, 한 달 30분씩 쌓이면 월 생산량 목표 미달로 이어진다.
- 비정상 복귀 동작 — 로봇이 정상 시퀀스를 완료한 뒤 복귀 경로에서 미세하게 이탈한다. 제품에 이상이 생기지 않아 PLC는 정상으로 기록한다.
- 미세 정지 반복 — 설비가 찰나의 순간 멈췄다 재가동하는 패턴. 육안으로는 보이지 않고 센서도 잡지 못한다.
미세 손실이 쌓이면 어떻게 되는가
이런 손실은 단독으로 보면 사소하게 느껴진다. 그러나 데이터는 다르게 말한다. 자동화 추적 시스템 없이 운영되는 제조 현장의 연구 및 사례 분석에 따르면, 미세 정지로 인한 생산 시간 손실이 전체의 8~15%에 달하는 것으로 나타났다. 출처: iFactory

또한 한 포장재 제조사는 자동화 모니터링 시스템 도입 후 단 1주일 만에 기존에 전혀 기록되지 않았던 미세 정지가 누적 7시간에 달한다는 사실을 발견했다.
문제는 이런 손실이 “큰 고장”에 묻혀버린다는 점이다. 장비 다운, 제품 불량 같은 가시적인 이벤트가 발생하면 현장 담당자의 시선은 그쪽으로 쏠린다. 매일 조금씩 줄어드는 생산량은 한동안 아무도 원인을 찾지 못한 채 지나간다.
한 자동차 부품 제조 현장에서는 월 생산 목표 100대 중 95대만 생산되는 상황이 반복됐다. 로봇 티칭을 전면 재조정해 동작을 수정했지만 결국 원복했다. 문제는 로봇 설정이 아니라, 설정으로 잡히지 않는 미세 공정 지연의 누적이었기 때문이다.
제조 현장의 생산 손실 중 상당 부분은 PLC 알람으로 감지되지 않는 0.5초 미만의 미세 지연과 비정상 동작에서 발생한다.
구간별 택타임 분석: 병목은 어디에 숨어 있는가
설비 생산성을 높이려면 “전체 사이클 시간”이 아니라 “구간별 사이클 시간” 을 봐야 한다.
하나의 생산 사이클은 여러 구간으로 나뉜다. 투입 → 이송 → 가공 → 검사 → 배출. 각 구간마다 택타임이 있고, 어느 한 구간에서 반복적으로 시간이 초과되면 전체 생산 흐름이 지연된다.
구간별 분석이 밝혀주는 손실 유형
- 대기 시간 증가 — 앞 공정에서 제품이 늦게 도착하거나, 설비가 신호를 기다리는 구간에서 반복적으로 지연 발생
- 순서·단계 오류 — 정해진 동작 시퀀스에서 특정 단계가 누락되거나 순서가 뒤바뀌는 경우
- 경로 이탈 — 로봇 또는 이송 설비가 정상 경로를 벗어나 시간이 더 소요되는 경우
왜 이 손실은 지금까지 보이지 않았는가
퍼포먼스 손실 — 미세 정지와 속도 저하를 포함하는 이 영역 — 은 전체 개선 잠재력의 40~50%를 차지함에도 불구하고, 대부분의 전통적인 추적 시스템에서 완전히 간과되고 있다. TEEPTRAK
현장에 CCTV가 수십, 수백 대 있어도 모두 “모니터링 용도”로만 쓰이기 때문이다. 야간에 이상이 발생하면 담당자가 수 시간 분량의 영상을 직접 되감아보는 방식으로 원인을 찾는다. 시간이 걸리고, 근본 원인을 찾지 못한 채 넘어가는 경우도 많다.
구간별 택타임 분석은 ‘전체 생산 속도’가 아닌 ‘손실이 발생하는 정확한 지점’을 찾는 작업이다.
이상 동작 감지에서 OEE 개선까지 — 데이터 기반 의사결정
실제 현장의 OEE는 얼마나 낮은가
많은 현장에서 OEE를 집계하지만, 숫자를 보고 “왜 이 수치인지”를 설명하지 못하는 경우가 많다. 그리고 그 수치는 대체로 낮다. 50개국 이상 3,500대 이상의 설비를 분석한 결과, 실제 현장의 평균 OEE는 55~60% 수준에 머무르는 것으로 나타났다. 세계 수준(World-Class)으로 분류되는 OEE 85% 이상을 실제로 달성하는 제조사는 전체의 약 3%에 불과하다는 분석도 있다.
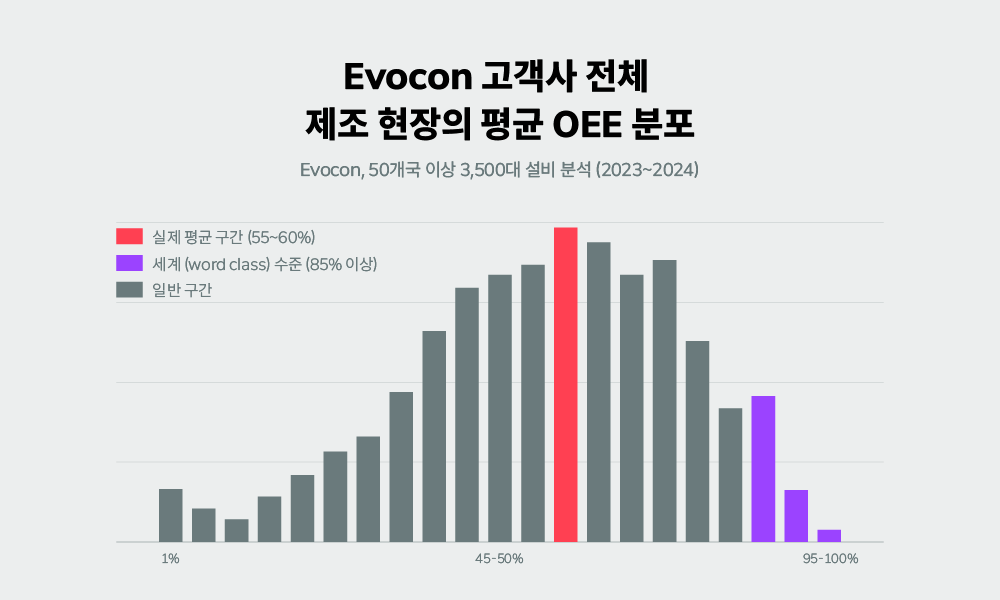
Evocon 고객사 전체 제조 현장의 평균 OEE 분포출처: Evocon, 50개국 이상 3,500대 설비 분석 (2023~2024)
초록: 실제 평균 구간 (55~60%) 노랑: 세계 (word class) 수준 (85% 이상) 검정: 일반 구간
이 격차의 상당 부분은 성능(Performance) 지표의 하락에서 비롯된다. 그리고 성능 지표 하락의 실체는 대부분 미세 정지와 택타임 이탈이다.
데이터 기반 의사결정으로의 전환
데이터 기반 의사결정으로의 전환은 세 가지 변화를 만든다.
- 이상 이벤트 발생 시 영상이 자동 저장되어 수동 검색이 사라진다
- 정상 사이클과 이상 사이클을 비교해 근본 원인을 즉시 확인할 수 있다
- 아침 보고 자료를 수동으로 만드는 대신, KPI 대시보드에서 바로 확인한다
아래 SAIGE VIMS 모니터링 화면은 이 세 가지 변화가 실제로 어떻게 구현되는지 보여준다.
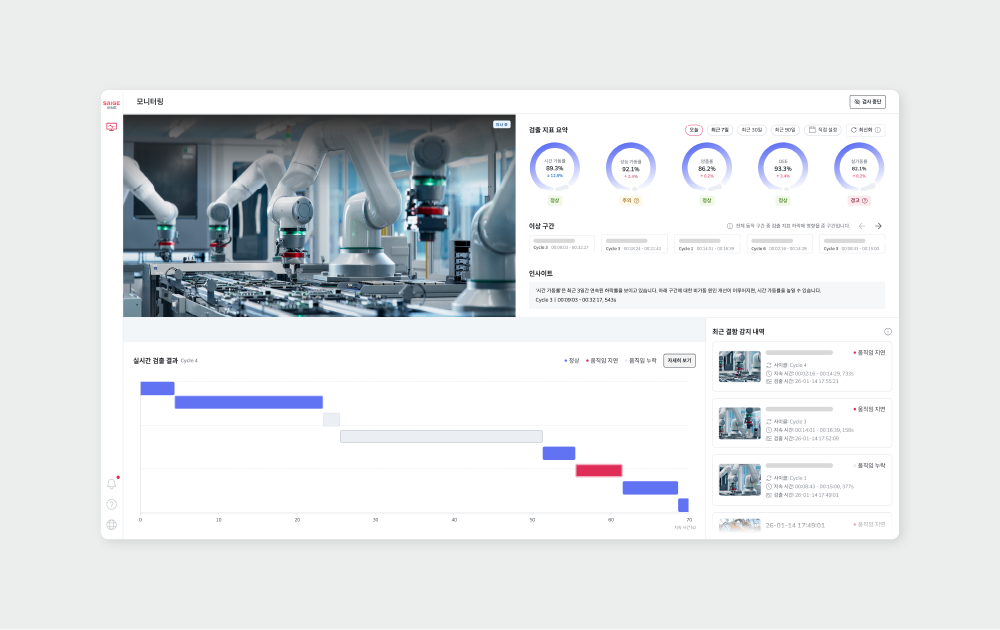
SAIGE VIMS 모니터링 화면. 상단 KPI 패널에서 시간 가동률(89.3%)·실제 가동률(92.1%) 등 핵심 지표를 실시간으로 확인할 수 있다. 하단 간트 차트는 사이클별 정상·동작 지연·동작 누락 구간을 색상으로 구분해 병목 위치를 즉시 파악하게 해준다. 우측 패널에는 이상 감지 영상과 발생 시각이 자동 기록된다. (데모 화면)
SAIGE VIMS는 설비 실 가동률과 구간별 택타임 준수율을 실시간으로 제공하고, 이상 이벤트 영상을 자동 저장·통계 분석해 경험이 아닌 데이터로 공정을 개선하는 환경을 만든다.
OEE 개선의 출발점은 생산 손실의 원인을 데이터로 추적하는 것이다. 추측에 기반한 설비 조정은 오히려 생산성을 되돌리는 결과를 낳는다.
AI 영상 분석이 기존 방식과 다른 이유
기존 CCTV 시스템과 AI 영상 분석의 차이는 “보는 것”과 “이해하는 것”의 차이다.
수동 모니터링의 한계
미세 정지로 인한 생산 손실은 짧고 측정하기 어렵다는 이유로 과소평가되는 경우가 많으며, 반복적으로 발생하다 보니 작업자들이 그 영향에 무감각해지는 경향이 있다. 수동으로는 기록이 불가능하기 때문에 자동화된 생산 모니터링 시스템이 반드시 필요하다.
기존 CCTV는 영상을 기록한다. 이상이 발생한 뒤 사람이 영상을 찾아보고, 원인을 추정한다. AI 영상 분석은 다르다. 공정이 진행되는 동안 실시간으로 각 구간의 동작을 분석하고, 정상 패턴에서 벗어나는 순간을 즉시 감지한다.
SAIGE VIMS의 핵심 차별점
- 기존 CCTV에 바로 연결 — 별도 하드웨어 구성이 필요 없다. 현장에 이미 설치된 CCTV를 그대로 활용한다.
- 비지도 학습 기반 이상 감지 — 사전에 이상 패턴을 정의하거나 라벨링하지 않아도 된다. 정상 동작을 학습한 뒤 그로부터 벗어나는 모든 동작을 감지한다.
- 공정을 멈추지 않고 적용 — 기존 설비 운영에 영향을 주지 않고 도입 가능하다.
- 환경 변화에 안정적 — 조명 변화, 카메라 앵글 변화에도 모델 재학습 없이 모니터링을 유지한다.
특히 동일 라인에서 크기나 형태가 다른 여러 제품을 생산하는 혼류 생산 환경에서도, 제품별로 학습된 모델을 분리 관리해 정확한 분석이 가능하다.
이차전지·자동차 부품 현장 적용 사례
이차전지 — 0.1초 단위 미세 지연의 가시화
배터리 셀 적층 공정은 정밀도가 생산성과 직결된다. 로봇 동작의 0.1~0.5초 단위 미세 지연, 셀 이동 경로 이탈, 셀 누락 등이 반복적으로 발생하지만 PLC 신호상 정상으로 기록된다. SAIGE VIMS는 이 손실을 영상 데이터로 시각화해 병목 구간을 정밀하게 식별하고 데이터 기반 공정 최적화를 지원한다.
자동차 부품 — PLC 정상 신호에서 놓친 공정 손실
자동차 부품 제조 공정에서는 로봇 작업 중 발생하는 비정상 복귀 동작과 부품 이송 오류가 생산 손실의 주요 원인이다. 기존 시스템으로는 이 손실을 감지할 수 없어, 원인 분석 없이 설비를 재조정하는 시행착오가 반복됐다. SAIGE VIMS 도입 후 이상 동작이 영상으로 자동 기록되어 근본 원인 진단과 선제적 유지보수가 가능해졌다.
FAQ
Q. 택타임과 사이클타임은 어떻게 다른가?
택타임(Tact Time)은 고객 수요를 맞추기 위해 제품 하나를 생산해야 하는 목표 시간이다. 사이클타임(Cycle Time)은 실제로 제품 하나를 생산하는 데 걸리는 측정 시간이다. 사이클타임이 택타임보다 길어지면 생산 목표를 달성할 수 없다.
Q. OEE는 몇 % 이상을 목표로 해야 하는가?
이산형 제조업(Discrete Manufacturing) 기준으로 OEE 85% 이상이 세계 수준(World-Class)으로 통용된다. 그러나 실제 현장 평균은 55~60% 수준이다. 절대 수치보다 중요한 것은 손실의 원인을 파악하고 지속적으로 개선하는 것이다.
Q. 기존 CCTV가 있으면 별도 장비 없이 바로 연결되는가?
SAIGE VIMS는 현장에 설치된 기존 CCTV와 바로 연결되도록 설계되어 있다. 복잡한 하드웨어 구성이나 기존 설비 수정 없이 도입이 가능하다.
Q. PLC 시스템이 있는데 AI 영상 분석이 추가로 필요한 이유는?
PLC는 설비가 지정된 시퀀스를 완료했는지만 확인한다. 시퀀스 완료까지 걸린 시간의 미세 변화, 경로 이탈, 동작 누락 등은 기록하지 않는다. AI 영상 분석은 PLC가 “정상”으로 기록하는 상황에서도 발생하는 공정 손실을 포착한다. 두 시스템은 경쟁 관계가 아니라 보완 관계다.
핵심 요약
- 택타임 손실의 대부분은 PLC와 센서가 감지하지 못하는 0.5초 미만의 미세 지연과 비정상 동작에서 발생하며, 자동화 추적 없이는 전체 생산 시간의 최대 15%가 이 손실에 잠식된다.
- 설비 생산성을 개선하려면 전체 사이클 시간이 아닌 구간별 택타임을 분석해 손실이 발생하는 정확한 지점을 찾아야 한다.
- SAIGE VIMS는 기존 CCTV에 AI를 더해 보이지 않던 생산 손실을 가시화하고, 경험이 아닌 데이터로 공정을 개선하는 환경을 만든다.
© SAIGE All Rights Reserved.